Unsere Verfahren
Vakuumguss (VAC)
Unsere Verfahren
- Selektives Lasersintern (SLS)
- Powder Bed Fusion (MJF/SAF/HSS)
- Stereolithographie (SLA)
- PolyJet (PJM)
- FusedDepositionMoulding (FDM/FFF)
- Vakuumguss (VAC)
- Modellbau
- Zerspannende Bearbeitung
- RapidTooling
- Selektives Laserschmezen (SLM)
- Metallguss
- Messtechnik
- CAD, fertigungsgerechte Bauteikonstruktion & Reverse Engineering
- Kunststoffschulung & Weiterbildung
- Forschung & Entwicklung

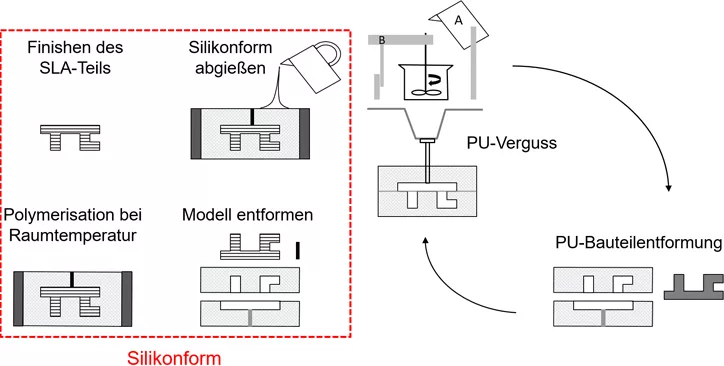
Das Vakuumgießverfahren / Polyurethangießverfahren ermöglicht Ihnen seriennahe Prototypen und Kleinserien. Dabei wird das Urmodell in Silikon abgeformt und anschließend mit Polyurethanharzen (PU) abgegossen.
Hierbei wird das Gießharz entsprechend der benötigten Materialeigenschaften des Serienmaterials ausgewählt. So können hochtransparente Teile, eine Kombination von harten und weichen Materialien sowie Einlegeteile aus anderen Werkstoffen realisiert werden.
Die Ausbringung der Teile aus den Silikonformen von maximal 800 x 700 x 700mm ist von der geometrischen Komplexität abhängig und begrenzt die Anzahl der möglichen Duplikate. Typische Losgrößen sind 5-100 Teile.
Materialdaten
Für den Silikon-Vakuumguss steht eine Vielzahl von Polyurethanharzen verschiedene Hersteller mit den unterschiedlichsten Materialeigenschaften zur Verfügung. Die Gießharze können durch Beimischen von Farbe ganz auf Ihre Anforderungen abgestimmt werden. Auch glasklare Gießharze können verarbeitet werden.
Aufgrund der Vielzahl der unterschiedlichen Materialien bieten wir Ihnen gerne an, Sie ausführlich zu beraten.
- für gummiartige bzw. TPE / TPU ähnliche Prototypen
- wählbare Härte zwischen Shore A35 – A90
- einfärbbar für vollständig durchgefärbte Bauteile
- ähnlich Polypropylen (PP) oder Polyethylen mit hoher Dichte (HDPE)
- für Gehäusebauteile oder Verkleidungen
- einfärbbar für vollständig durchgefärbte Bauteile
- ähnlich Acrylnitril-Butadien-Styrol-Copolymer (ABS)
- für funktionale Prototypen insbesondere der Automobilindustrie
- schwarz eingefärbt für vollständig durchgefärbte Bauteile
- für dünnwandige durchsichtig transparente Bauteile
- transluzent einfärbbar
- ähnlich verschleißfest Polyoxymethylene (POM) oder glasgefüllte Polymide (PA-GF)
- durch 15% Glasfaseranteil für funktionale Prototypen
- einfärbbar für vollständig durchgefärbte Bauteile
- ähnlich Polyphenylensulfid (PPS), Polyaryletherketone (PEKK oder PEEK)
- für hochtemperaturbeständige Prototypen
- einfärbbar für vollständig durchgefärbte Bauteile
- ähnlich Polypropylen (PP)
- höhere Bruchdehnung um beispielhaft funktionale Filmscharniere zu erhalten
- einfärbbar für vollständig durchgefärbte Bauteile
Mechanische Eigenschaften
| Materialbezeichnung | PN9723 | PN9723 | PR777 | PR700 | PX522 | PX245 | PX234HT | PX205 |
|---|---|---|---|---|---|---|---|---|
| Härte [Shore A/D1] | A 35 | A 90 | D1 75 | D1 80 | D1 85 | D1 80 | D1 70 | D1 70 |
| Biegemodul [MPa] | 900 | 2300 | 2400 | 4500 | 1850 | 500 | ||
| Biegefestigkeit [MPa] | 35 | 80 | 110 | 150 | 80 | 30 | ||
| Zugmodul [MPa] | 1000 | 1800 | 2400 | 1020 | 530 | |||
| Zugfestigkeit [MPa] | 1,5 | 10 | 32 | 60 | 66 | 85 | 40 | 25 |
| Bruchdehnung [%] | 35 | 13 | 7,5 | 3 | 13 | 100 | ||
| Schlagzähigkeit [kJ/mª] | 60 | 60 | 48 | 30 | 41 | k.B. | ||
| HDT [°C] | 70 | 80 | 94 | 94 | 85 | 92 | 190 | 55 |
Materialdaten
Für den Silikon-Vakuumguss steht eine Vielzahl von Polyurethanharzen verschiedene Hersteller mit den unterschiedlichsten Materialeigenschaften zur Verfügung. Die Gießharze können durch Beimischen von Farbe ganz auf Ihre Anforderungen abgestimmt werden. Auch glasklare Gießharze können verarbeitet werden.
Aufgrund der Vielzahl der unterschiedlichen Materialien bieten wir Ihnen gerne an, Sie ausführlich zu beraten.
| Gießharze | Farbe | Eigenschaften | Anwendung |
|---|---|---|---|
| PN 9723 | einfärbbar | ähnlich TPU | gummiartige Prototypen, Shore A-Härte einstellbar |
| PR 777 | einfärbbar | ähnlich PP/HDPE | Gehäuseteile, Verkleidungen |
| PR 700 | schwarz | ähnlich ABS | Automobilindustrie |
| PX 522 | transparent | – | dünnwandige durchsichtige Bauteile, transluzent einfärbbar |
| PX 245 | einfärbbar | ähnlich POM/PA-GF | Funktionsprototypen, 15% glasfasergefüllt |
| PX 234 HT | einfärbbar | ähnlich PPS/PEEK | hochtemperaturbeständige Prototypen |
| PX 205 | einfärbbar | ähnlich PP | Filmscharnier darstellbar |
Referenzen
Kevin ist ein Laborassistent für einfache Tätigkeiten und zur Bestückung von Laborgeräten. Unter anderem transportiert der Laborroboter eine Platte mit mehreren Reagenzien von Gerät zu Gerät. Entwickelt wurde Kevin vom Fraunhofer Institut auch für den Dauerbetrieb an Wochenenden, Feiertagen und in der Nacht. Die gesamte Fertigung und Montage aller Verkleidungsbauteile des ersten Prototypes erfolgte über cirp. Das Gehäuse besteht aus SLA-Bauteilen, die geschliffen, lackiert und montiert wurden. Die Bumper im unteren Bereich bestehen aus einem Vakuumabguss in weichem Material.

Copyright Fraunhofer Institute for Manufacturing Engineering and Automation IPA / cirp GmbH
Verfahrensprinzip
Ausgangsmaterial ist ein flüssiges Harz, das anschließend in der Vakuumkammer abgegossen wird