Unsere Verfahren
Stereolithographie (SLA)
Unsere Verfahren
- Selektives Lasersintern (SLS)
- Powder Bed Fusion (MJF/SAF/HSS)
- Stereolithographie (SLA)
- PolyJet (PJM)
- FusedDepositionMoulding (FDM/FFF)
- Vakuumguss (VAC)
- Modellbau
- Zerspannende Bearbeitung
- RapidTooling
- Selektives Laserschmezen (SLM)
- Metallguss
- Messtechnik
- CAD, fertigungsgerechte Bauteikonstruktion & Reverse Engineering
- Kunststoffschulung & Weiterbildung
- Forschung & Entwicklung
Mit unserem Stereolithographie Verfahren können Sie präzise und komplexe Bauteile erstellen. Durch ein gezieltes, schichtweises Aushärten von flüssigen, UV-sensitiven Harzen erzielt das reale Modell eine hohe Maß- und Formgenauigkeit mit einer Allgemeinabweichung von +/- 0,2%. Bei kleinen Bauteilen mit einer Größe von weniger als 100 mm gilt eine Allgemeinabweichung von +/- 0,2 mm. Zudem lassen sich die Oberflächen von Stereolithografieteilen durch manuelle Nachbearbeitung optimal verbessern.
Stereolithographie eignet sich besonders zur Überprüfung von Design, Konstruktion, Montage und einfachen Funktionen bei Losgrößen bis zu fünf Teile. Die Durchlaufzeit beträgt zwei bis vier Arbeitstage.
Materialdaten
Wir verwenden für unsere SLA-Modelle je nach Anforderungen und Einsatzgebiet unterschiedliche Photopolymere mit unterschiedlichen Eigenschaften.

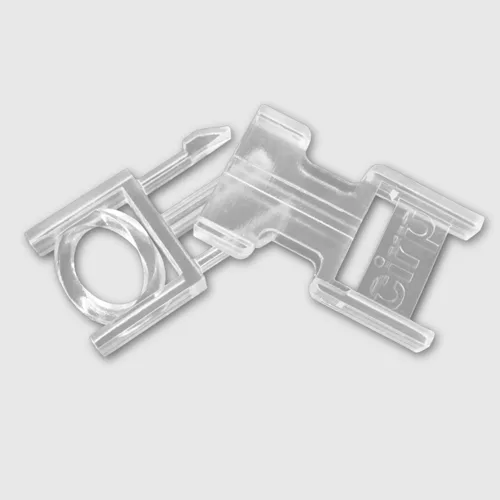
WaterShed® XC 11122 ist für die Herstellung von festen, harten, feuchtigkeitsbeständigen, ABS-ähnlichen Bauteilen geeignet. Entscheidend ist, dass die aus WaterShed® XC 11122 gefertigten Bauteile nahezu klar und durchsichtig wie Glas sind und daher transparente Kunststoffe simulieren.
Die daraus gefertigten Kunststoffteile sind äußerst langlebig und stoßfest.
Durch die besondere Klarheit und Transparenz ist der Werkstoff vor allem für Scheinwerfer sehr gut geeignet.
Accura® 25 ist ein genauer und flexibler Werkstoff mit dem sowohl Eigenschaften als auch Ästhetik von Polypropylen simuliert werden können.
Das Material Accura® Xtreme entspricht in Aussehen und Oberflächenbeschaffenheit einem haltbaren gegossenen ABS-Kunststoff. Der robuste und wandlungsfähige Werkstoff ist insbesondere für funktionelle Komponenten vorgesehen, die besonders strapazierfähig sein müssen.
Somos® EvoLVe 128 ist für die Herstellung von äußerst robusten, festen, hochpräzisen, feuchtigkeitsbeständigen, ABS- bzw. Polypropylen-ähnlichen Bauteilen geeignet. Das Material ist von traditionellen Thermoplasten kaum zu unterscheiden und eignet sich insbesondere für mechanisch belastbare Teile.
CRL 52 White ist die Symbiose zwischen Robustheit, Stoßfestigkeit und Funktionalität. Das Material ist für ABS- ähnliche Bauteile bestens geeignet.
Die Bauteile eignen sich besonders für Funktionsprototypen, Armaturenbretter, Verkleidungen mit Schnappverbindungen und Urmodelle für Abformverfahren.
Oberflächentechnik und Finish
Unsere ausgebildeten Modellbauer unterstützen Sie mit unterschiedlichen Oberflächenveredelungen und Montagearbeiten, sodass Ihr Bauteil dem Ihren Erwartungen entspricht. Den Detailierungsgrad, Zeitumfang und Aufwand legen wir gemeinsam mit Ihnen fest.


Finish (grob) ist unser Standard im SLA. Dies bedeutet, dass bei diesen Bauteile die im Druck nötige Stützstruktur entfernt ist un d die Anknüpfungspunkte einmal verschliffen wurden. Fertigungsbedingte Baustufen bleiben hier sichtbar.
Soll ein Bauteil glatte Oberflächen erhalten, muss dieses noch immer noch von Hand und mit Hilfe von Schleifpapier erfolgen um zum Beispiel die fertigungskostenbedingten Baustufen oder Anbindungspunkte der Stützstruktur zu entfernen. Hier ist viel Erfahrung und Gefühl gefragt. Diese Bearbeitung ist die Vorstufe um die Bauteile auch in höchster Qualität lackieren zu können.
Wir polieren Bauteile auf Glätte, Glanz oder Hochglanz. Durch das Top Finish der SLA-Teilen aus WaterShed® XC 11122 oder Accura® ClearVue kann eine hohe Transparenz erzeugt werden.
Mit Hilfe unserer Lackierkabine können wir Lacke in in den Anforderungen der „Automotive Industrie“ herstellen. Ja nach Material u gewünschten Resultat „Füllern“ wir vorab die Bauteile oder verwenden zusätzlich Struktur oder Klarlacke. Fast nichts ist unmöglich. Zudem können wir mit unserem eigenen Farbmischsystems viele RAL-Farben schnell selber anämischen und wir haben zudem direkten Zugriff auf Lacke diverser deutsche Automotive OEMs.
Markierungen, Schriften, Symbole oder Logos können entsprechend auf die Kunststoffteile aufgebracht werden.
Markierungen, Schriften, Symbole oder Logos können entsprechend auf die Kunststoffteile aufgebracht werden.
Das cirp-Team entlastet Sie auch im Bedarfsfall bei der Montage Ihrer Baugruppen.
Dazu gehört unter anderem auch die Montage einzelner elektrotechnischer Komponenten und Zukaufteilen.
Mechanische Eigenschaften
| Materialbezeichnung | Accura® 25 | Somos® EvoLVe 128 | Accura® Xtreme | Accura® ClearVue | WaterShed® XC 11122 |
|---|---|---|---|---|---|
| Farbe | weiß | weiß | grau | transparent | transparent |
| Härte [Shore A/D] | 80 | 82 | 84 | ||
| Biegemodul [MPa]* | 1380 – 1660 | 2654 | 1520 – 2070 | 1560-2040 | 2205 |
| Biegefestigkeit [MPa]* | 55 – 58 | 57 – 71 | 53 – 67 | 68,7 | |
| Zugmodul [MPa]* | 1590 – 1660 | 2964 | 1790 – 1980 | 2030 – 2220 | 2770 |
| Zugfestigkeit [MPa]* | 55-58 | 56,8 | 38 – 44 | 41 – 46 | 50,4 |
| Bruchdehnung [%]* | 13 – 20 | 11 | 14 – 22 | 4-7 | 15,5 |
| Kerbschlagzähigkeit [kJ/m7]* | 19 – 24 | 38,9 | 35 – 52 | 43 – 67 | 25 |
| Wasseraufnahme [%] | 0,40 | 0,35 | |||
| Dichte lasergesintert [g/cm3] | 1,19 | 1,12 | 1,19 | 1,17 | 1,12 |
| HDT @ 0.45 MPa [°C]* | 58 – 63 | 52,3 | 62 | 46 | 50 |
Referenzen
Kevin ist ein Laborassistent für einfache Tätigkeiten und zur Bestückung von Laborgeräten. Unter anderem transportiert der Laborroboter eine Platte mit mehreren Reagenzien von Gerät zu Gerät. Entwickelt wurde Kevin vom Fraunhofer Institut auch für den Dauerbetrieb an Wochenenden, Feiertagen und in der Nacht. Die gesamte Fertigung und Montage aller Verkleidungsbauteile des ersten Prototypes erfolgte über cirp. Das Gehäuse besteht aus SLA-Bauteilen, die geschliffen, lackiert und montiert wurden. Die Bumper im unteren Bereich bestehen aus einem Vakuumabguss in weichem Material.

Copyright Fraunhofer Institute for Manufacturing Engineering and Automation IPA / cirp GmbH
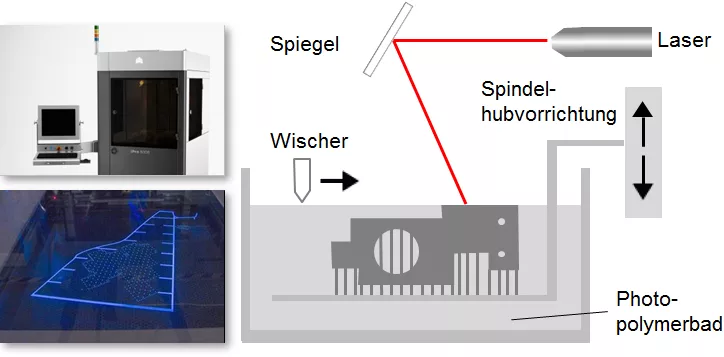
Verfahrensprinzip
Ausgangsmaterial ist ein flüssiges Harz, das von einem Laserstrahl schichtweise ausgehärtet wird
Abhöre zum LÖSCHEN
SLA-Anlagen




